ZELLER TUBULAR 700
Высокоэффективный трубчатый электрод, для наплавки на детали подверженные сильному абразиву и ударному износу.
ZELLER-Tubular-700.pdfИспользуется, в основном, для наплавки твердого слоя на корпуса насосов, лопасти мешалок, рычаги мешалок, шнеки транспортеров, направляющие коксовых печей. Так же ZELLER Tubular 700 хорошо себя зарекомендовал при наплавки защитных слоёв на поверхности деталей машин, постоянно работающих в тяжёлых условиях подвергаемых сильному истиранию в мин. среде по переработке песка, цемента, извести, глины, угля, шлака, таких как, вращающиеся буры, свёрла, ковши экскаваторов, лопасти миксеров. Электрод идеально подходит для задач когда требуется произвести большой объем наплавки.
ВЫПУСКАЕТСЯ В ВИДЕ:
| Процесс сварки | Сварочная продукция | Наименование материала |
|---|---|---|
| MMA, SMAW | Электроды для ручной дуговой сварки штучными (покрытыми) электродами | ZELLER Tubular 700 |
Трубчатый электрод ZELLER Tubular 700, заполненный порошком карбида хрома, подходит для наплавки твердым слоем на детали, подверженные абразивному и ударному износу.

CВАРОЧНЫЕ
ХАРАКТЕРИСТИКИ:
Тубулярный электрод ZELLER TUBULAR D600 обеспечивает мелкокапельный перенос металла, отличный внешний вид шва, практически отсутствие шлака, легкий первичный и повторный поджиг электрода по ранее наплавленному металлу без зачистки, низкое количество брызг, очень высокий коэффициент наплавки в 2 раза выше чем у обычного электрода. Позволяет выполнять многослойную наплавку без растрескивания шва. Наплавленный металл обладает высокой твердостью, прочностью и трещиностойкостью. Низкие сварочные токи, низкий коэффициент перемешивания металла и низкое тепловложение дают малые деформации наплавляемых деталей и низкий процент выгорания легирующих элементов. Последующая обработка возможна только шлифованием.
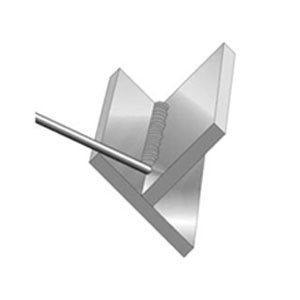
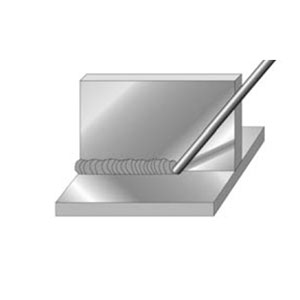
ПОЛОЖЕНИЯ СВАРКИ:

МЕХАНИЧЕСКИЕ СВОЙСТВА:
РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ ТОКА, ФАСОВКА, ПРОИЗВОДИТЕЛЬНОСТЬ:
Электроды
| DxL (мм) | 6,3x450 | 8,0x450 | 10,0x450 | 13,0x450 |
|---|---|---|---|---|
| Сила тока, A | 75-130 | 110-160 | 130-180 | 160-210 |
Прутки
| DxL (мм) | 1,6x1000 | 2,0x1000 | 2,4x1000 | 3,2x1000 |
|---|---|---|---|---|
| Сила тока, A | - | - | - | - |
Проволока
| DxL (мм) | 0,8 | 1,0 | 1,2 | 1,6 |
|---|---|---|---|---|
| Сила тока, A | - | - | - | - |
Технология наплавки электродом:
-
1. Держите электрод как можно более вертикально.
-
2. Накладывайте швы слегка внахлёст, держите дугу короткой.
-
3. Предварительный нагрев не требуется.
-
4. Наплавлять не более 2 х слоёв.
-
5. В случае многослойных наплавок в качестве буферного слоя между высокопрочными слоями идеально подходит ZELLER D600.
-
6. На твёрдой Mn-стали рекомендуется наплавлять буферный слой материалами ZELLER 663 или ZELLER 714Mn.