ZELLER L61
Электрод для наплавки износоустойчивого слоя на детали из стали, стального литья, марганцовистой стали, подвергающиеся сильному абразивному износу и средним ударам.
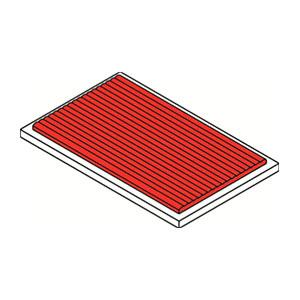
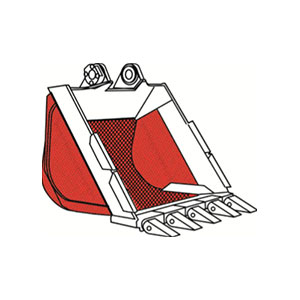
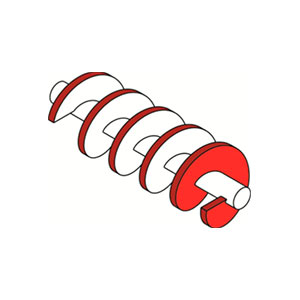
ZELLER-L61.pdfИдеально подходит для ремонта и восстановления корпусов насосов, лопастей и рычагов мешалок, бетононасосов, шнековых транспортеров, дробильных и распылительных установок, зубьев коронок, направляющих коксовых печей, а также для восстановления оборудования горнорудной и угольной промышленности.
ВЫПУСКАЕТСЯ В ВИДЕ:
| Процесс сварки | Сварочная продукция | Наименование материала |
|---|---|---|
| MMA, SMAW | Электроды для ручной дуговой сварки штучными (покрытыми) электродами | ZELLER 390 |
| MIG/MAG | Сплошная проволока для сварка в среде защитных газах | ZELLER G 390 |
| TIG | Прутки для сварки неплавещимся электродом в среде инертных газов | ZELLER T 390 |
ZELLER L61 высокопроизводительный электрод с рутиловым покрытием предназначен, для наплавки высококачественного износостойкого слоя устойчивого к коррозии на детали из стали, стального литья, марганцовистой стали, подвергающиеся сильному абразивному износу и средним ударным нагрузкам.

CВАРОЧНЫЕ
ХАРАКТЕРИСТИКИ:
ZELLER L61 имеет отличные сварочно-технологические характеристики: лёгкий поджиг, мягкое горение дуги, высокий переход металла в шов 160%, гладкий мелкочешуйчатый шов не требующий последующей обработки, самоотделяющийся шлак. Твердость наплавленного металла 59 HRC.
ПОЛОЖЕНИЯ СВАРКИ:

МЕХАНИЧЕСКИЕ СВОЙСТВА:
РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ ТОКА, ФАСОВКА, ПРОИЗВОДИТЕЛЬНОСТЬ:
Электроды
| DxL (мм) | 2,5x350 | 3,2x350 | 4,0x450 | 5,0x450 | 6,0x450 |
|---|---|---|---|---|---|
| Сила тока, A | 70-120 | 90-120 | 120-200 | 150-250 | 180-280 |
Прутки
| DxL (мм) | 1,6x1000 | 2,0x1000 | 2,4x1000 | 3,2x1000 |
|---|---|---|---|---|
| Сила тока, A | - | - | - | - |
Проволока
| DxL (мм) | 0,8 | 1,0 | 1,2 | 1,6 |
|---|---|---|---|---|
| Сила тока, A | - | - | - | - |
Технология сварки чугуна электродом:
-
1. Прежде чем осуществлять наплавку электродом ZELLER L61, следует удалить упрочненный материал основы и ранее наплавленный металл, во избежании последующего охрупчивания и растрескивания после наплавки.
-
2. Рекомендуется просушить электроды пред сваркой в печи при 340-360°С продолжительностью 1час.
-
3. Если необходимо, предварительно разогрейте деталь согласно рекомендациям, температуру подогрева контролируйте, высокопрочные стали: 250-350 ºC.
-
4. Наплавляемое изделие из марганцовистой стали рекомендуется максимально жестко закрепить к ровной поверхности и поместить деталь на 2/3 толщины в холодную воду, во избежании термоусадочных напряжений и поводок металла.
-
5. Массивные и длинномерные детали из марганцовистых сталей рекомендуется «разбить на сектора», попеременно осуществлять наплавку каждого сектора, распределяя тем самым температурное вложение и обеспечивая промежуточное охлаждение на протяжении всего процесса наплавки.
-
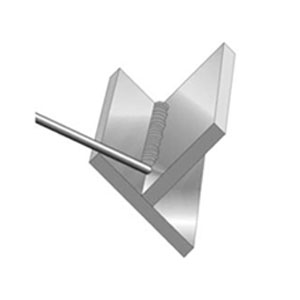
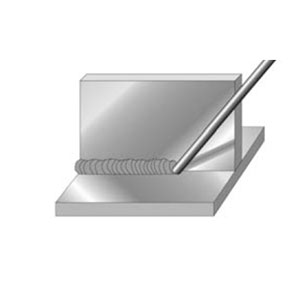
6. Наплавку осуществлять короткой дугой, небольшими проходами, держа электрод максимально вертикально.
-
7. Температура детали при наплавке не должна превышать 150°С.
-
Важно: Для деталей с тенденцией к растрескиванию, рекомендуется наложение промежуточного (буферного) слоя материалом Carbo 663. При многослойной наплавке использовать, через каждые 3-4 слоя, более мягкий материал ZELLER 750Мп.