ZELLER 750Mn
Электрод для высокопрочного бронирования против сжимающих и ударных нагрузок.
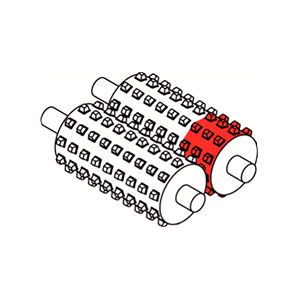
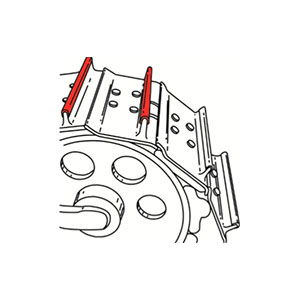
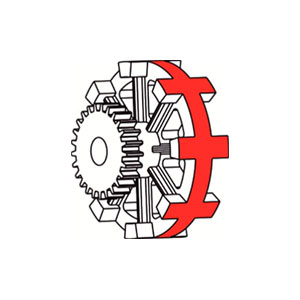
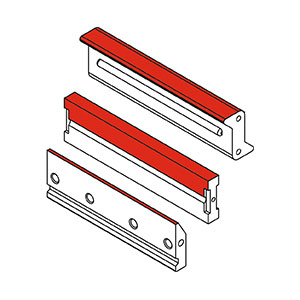
ZELLER-750Mn.pdfРекомендован для упрочняющих и буферных слоев на деталях, подверженных ударам, сжатию и давлению, работающих в условиях комбинированного износа (крановые, транспортерные колеса, щеки дробилок, конуса и планки ударных мельниц, траки и зубья ковшей экскаваторов, била, катки и тяги, при ремонте рельс, рельсовых стыков и крестовин). Широко применяется в горнодобывающей, металлургической, керамической, железно-дорожной и цементной промышленностях
ВЫПУСКАЕТСЯ В ВИДЕ:
| Процесс сварки | Сварочная продукция | Наименование материала |
|---|---|---|
| MMA, SMAW | Электроды для ручной дуговой сварки штучными (покрытыми) электродами | ZELLER 750Mn |
| MIG/MAG | Сплошная проволока для сварка в среде защитных газах | - |
| TIG | Прутки для сварки неплавещимся электродом в среде инертных газов | - |
| FCAW | Порошковая проволока для сварки в среде защитных газах | ZELLER G AF 750Mn |
| FCAW | Самозащитная порошковая проволока | ZELLER AF 750Mn |
| SAW | Порошковая проволока для сварки под флюсом | ZELLER S AF 750Mn |
Электрод предназначен для бронирования деталей, которые подвержены большим нагрузкам сжатия и ударам, в сочетании с истиранием. Наплавка производится как на низколегированную сталь с высоким содержанием углерода, так и на аустенитные, высокомарганцовистые стали. Также возможна качественная сварка марганцовистых сталей с углеродистыми.

CВАРОЧНЫЕ
ХАРАКТЕРИСТИКИ:
Электрод ZELLER 750Мn имеет полностью аустенитную структуру. Стабильная сварочная дуга, малое разбрызгивание. Наплавленный металл пластичный, устойчивый к растрескиванию, самозакаливающийся (первоначальная твёрдость 250 НВ, после самоупрочнения max 55 НRC). Возможность последующей механической обработки. После упрочнения наплавленного слоя обработка шлифованием.
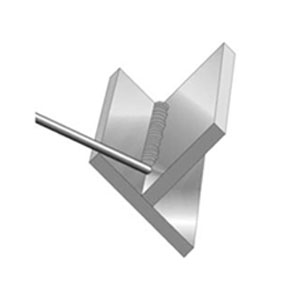
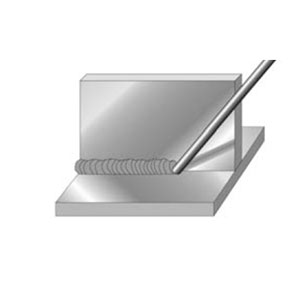
ПОЛОЖЕНИЯ СВАРКИ:




МЕХАНИЧЕСКИЕ СВОЙСТВА:
РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ ТОКА, ФАСОВКА, ПРОИЗВОДИТЕЛЬНОСТЬ:
Электроды
| DxL (мм) | 2,5x350 | 3,2x350 | 4,0x350 | 5,0x350 | 6,0x350 |
|---|---|---|---|---|---|
| Сила тока, A | 60-100 | 90-120 | 110-160 | 150-200 | 180-240 |
Прутки
| DxL (мм) | 1,6x1000 | 2,0x1000 | 2,4x1000 | 3,2x1000 |
|---|---|---|---|---|
| Сила тока, A | - | - | - | - |
Проволока
| DxL (мм) | 0,8 | 1,0 | 1,2 | 1,6 |
|---|---|---|---|---|
| Сила тока, A | - | - | - | - |
Технология сварки чугуна электродом:
-
1. Пред наплавкой электродом ZELLER 750 Мп, следует удалить упрочненный материал основы и ранее наплавленный металл, во избежании последующего охрупчивания и растрескивания после наплавки
-
2. Рекомендуется просушить электроды в течении 1 часа при температуре 340-360°С.
-
3. Тщательно очистить поверхность наплавляемых деталей от масла, ржавщины и иных загрязнений.
-
4. Наплавляемое изделие из марганцовистой стали рекомендуется максимально жестко закрепить к ровной поверхности и поместить деталь на 2/3 толщины в холодную воду, во избежании термоусадочных напряжений и поводок металла.
-
5. Массивные и длинномерные детали из марганцовистых сталей рекомендуется «разбить на сектора», попеременно осуществлять наплавку каждого сектора, распределяя тем самым температурное вложение и обеспечивая промежуточное охлаждение на протяжении всего процесса наплавки.
-
6. При наплавке деталей из Мп стали, температура не должна превышать 150°С. Высокоуглеродистые стали: предварительный нагрев 150- 250°С, медленное остывание.
-
7. Наплавку осуществлять короткой дугой, небольшими проходами, держа электрод максимально вертикально.
-
8. Обязательная проковка каждого наплавленного слоя.