ZELLER 880AS
Материал для резки, строжки, разделки кромок, прошивки отверстий, без применения сжатого воздуха, горючего газа, специального инструмента или оборудования.
ZELLER-880AS.pdf
- Резка нелегированной, легированной, высоколегированной, жаропрочной, жаростойкой, углеродистой, литой стали, чугуна, алюминия, меди и их сплавов.
- Резка сварных соединений, болтов, шпилек, гаек, заклепочных и винтовых головок.
- Резка листового и профильного проката, труб, швеллеров, строительной стержневой арматуры (время резки арматуры диаметром 16 мм составляет 2-3 сек, диаметром 40 мм14-16 сек).
- Резка в условиях повышенного загрязнения (коррозия, масло), а также деталей, находящихся под водой или в сырости.
- Удаление наплавленных твердосплавных покрытий, усталостного слоя, ранее наплавленных материалов, подготовка к ремонтным работам.
- Удаление дефектов литья и наплавки, трещин в чугунных и металлических деталях при ремонте.
- Разделка кромок и корня шва у свариваемых заготовок.
- Прошивка отверстий.
При выполнении резки, строжки, разделки кромок, прошивки отверстий не происходит науглероживание (насыщение углеродом поверхностного слоя) обрабатываемого металла, используется стандартное оборудование для электродуговой сварки. Высокая скорость работы во всех пространственных положениях.

Свариваемые сплавы
Сталь: углеродистая, низколегированная, легированная, теплоустойчивая, высоколегированная, жаропрочная, жаростойкая, подшипниковая, рессорно-пружинная, инструментальная, литейная.
Чугун ( серый, ковкий, высокопрочный), медь и ее сплавы (бронзы, латуни), алюминий и его сплавы, титан, никель и никелевые сплавы.
CВАРОЧНЫЕ
ХАРАКТЕРИСТИКИ:
Электрод ZELLER 880AS обладает отличными технологическими характеристиками, лёгким зажиганием и стабильным горением электрода в процессе резки, строжки, прошивки отверстий, специальная обмазка образует струю газа обеспечивающую стабильное удаление расплавленного металла и защиту от нуглероживания обрабатываемого металла. Электрод обеспечивает работу во всех пространственных положениях и позволяет выполнять резку, строжку, прошивку отверстий чёрной, нержавеющей стали, цветных металлов и сплавов.
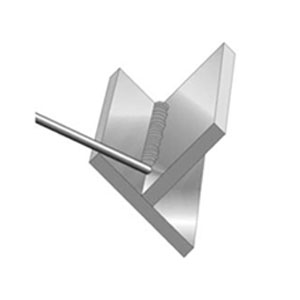
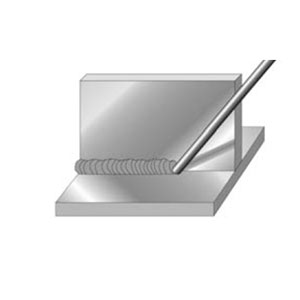
ПОЛОЖЕНИЯ СВАРКИ:






РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ ТОКА, ФАСОВКА, ПРОИЗВОДИТЕЛЬНОСТЬ:
Электроды
| DxL (мм) | 2,5x350 | 3,2x350 | 4,0x350 | 5,0x450 |
|---|---|---|---|---|
| Сила тока, A | 100-120 | 130-180 | 170-230 | 230-300 |
| Фасовка, кг | 4,0 | 4,0 | 4,0 | 5,0 |
| Электродов в 1 пачке,шт | 181 | 107 | 71 | 44 |
ТЕХНОЛОГИЯ РЕЗКИ, СТРОЖКИ, ПРОШИВКИ ОТВЕРСТИЙ, УДАЛЕНИЯ ПОКРЫТИЙ, РАЗДЕЛКИ ДЕФЕКТОВ:
-
1. Для выполнения операций резки, строжки, прошивки отверстий используется постоянный ток прямой полярности ( минус "-" на электроде) или переменный ток.
-
2. При зажигании дуги электрод держать строго вертикально.
-
3. После зажигания дуги при строжке, удалении покрытий, элементов, сварочных швов и разделки дефектов сварочных швов и поверхностей электрод наклонить углом вперед под углом 15°±5° к обрабатываемой поверхности.
-
4. Совершая возвратно-поступательные движения по направлению строжки.
-
5. Резку осуществлять на повышенных режимах с наклоном электрода в сторону, противоположную направлению резки (углом вперед).
-
6. При прожигании отверстий электрод располагают вертикально, зажигают дугу и давят электродом вниз, пока он не прожжет отверстие в металле. Если прожигается отверстие в детали толщиной более 10мм то в прощессе прожигания отверстия совершайте круговые движения радиусом равным диаметр электрода.