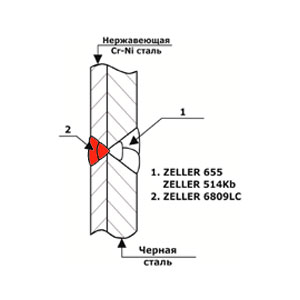
ZELLER 6809LC
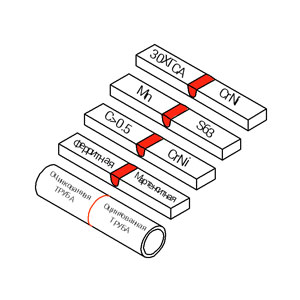
Низкоуглеродистый CrNi - электрод для сварки разнородных материалов и наплавки.
Используется в химической, нефтяной и газовой промышленности при производстве резервуаров и сосудов высокого давления. Широко используется в перерабатывающей промышленности для ремонта и обслуживания оборудования.
ВЫПУСКАЕТСЯ В ВИДЕ:
| Процесс сварки | Сварочная продукция | Наименование материала |
|---|---|---|
| MMA, SMAW | Электроды для ручной дуговой сварки штучными (покрытыми) электродами | ZELLER 6809LC |
| MIG/MAG | Сплошная проволока для сварка в среде защитных газах | ZELLER G 6809LC |
| TIG | Прутки для сварки неплавещимся электродом в среде инертных газов | ZELLER T 6809LC |
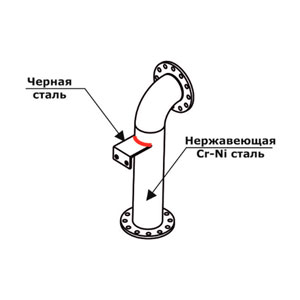
Электрод с рутиловым покрытием, с сердечник из высоколегированной проволоки. ZELLER 6809 LC предназначен для трещиностойких соединений (нержавеющих, жаропрочных, углеродистых сталей, высокопрочных, низколегированных улучшенных с нержавеющими, Cr - ферритными, Cr-Ni аустенитными и марганцевыми сталями) и наплавки (первых коррозиестойких слоев на феррито-перлитные стали для сосудов высокого давления и резервуаров изготовленных из мелкозернистых сталей вплоть до сталей типа S 500 N, а также на жаростойкие стали типа 22NiMoCr4-7 (SEW-Werkstoffblatt 365, 366), 20MnMoNi5-5, G18NiMoCr3-7). При наплавке на низколегированную сталь, сталь 18/8 Cr-Ni может быть получена в первом слое. Рабочие температуры: от – 60°C до 300°C для соединений и до 400°C для наплавки. Материал устойчив к образованию окалины до + 1000°C.
Свариваемые стали
- DIN:
- 1.4825 GX25CrNiSi18-9
- 1.4826 GX40CrNiSi22-9
- 1.4583 X10CrNiMoNb 18 12
- 1.4828 X15CrNiSi 20 12
- 1.4832 GX25CrNiSi20-14
- ГОСТ:
- 09X16Н15М3Б
- 20X23Н13, 20Х20Н14С2
- 20Х20Н14С2Л
Комбинированные соединения:
1.4583 X10CrNiMoNb 12 c HI / H II, 17 Mn 4, StE 355.
1.4583 X10CrNiMoNb 18 12 c P235GH / P236GH, P295GH, P335N
CВАРОЧНЫЕ
ХАРАКТЕРИСТИКИ:
Электроды ZELLER 6809 LC обладает великолепными сварочно-технологическими свойствами, работает на постоянном и переменном токе, высокий емкостный ток. Минимальное разбрызгивание; самоотделяющийся шлак; гладкая, чистая поверхность шва; отсутствие пор достигается благодаря влагостойкой обмазке и герметичной упаковке. Прокалка электродов перед работой не требуется.
ПОЛОЖЕНИЯ СВАРКИ:






МЕХАНИЧЕСКИЕ СВОЙСТВА:
РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ ТОКА, ФАСОВКА, ПРОИЗВОДИТЕЛЬНОСТЬ:
Электроды
| DxL (мм) | 2,0x300 | 2,5x300 | 3,2x350 | 4,0x350 | 5,0x350 |
|---|---|---|---|---|---|
| Сила тока, A | 30-60 | 40-75 | 75-110 | 90-140 | 130-170 |
Прутки
| DxL (мм) | 1,6x1000 | 2,0x1000 | 2,4x1000 | 3,2x1000 |
|---|---|---|---|---|
| Сила тока, A | - | - | - | - |
Проволока
| DxL (мм) | 0,8 | 1,0 | 1,2 | 1,6 |
|---|---|---|---|---|
| Сила тока, A | 80-130 | 120-190 | 180-250 | 250-320 |
Технология сварки чугуна электродом:
-
1. В случае длительного хранения электродов в холодном и влажном помещении рекомендуется просушить их в течении 1 ч при температуре 290-310°С.
-
2. Тщательно очистить зону сварки механическим (карщеткой из нержавеющей стали) или химическим способом.
-
3. При необходимости произвести V-образную разделку кромок.
-
4. Сварку производить на короткой дуге