ZELLER 340N
Электрод для сварки и наплавки бронзы, меди, латуни и соединения различных сплавов.
ZELLER-340N.pdfПрекрасно подходит для судостроения (винты кораблей, помпы и фитинги), химической индустрии (клапана, помпы) прежде всего, где воздействует химически агрессивная среда совместно с эрозией. Идеален для наплавки на валы, трущиеся поверхности, вкладыши подшипников.

ВЫПУСКАЕТСЯ В ВИДЕ:
| Процесс сварки | Сварочная продукция | Наименование материала |
|---|---|---|
| MMA, SMAW | Электроды для ручной дуговой сварки штучными (покрытыми) электродами | ZELLER 340N |
| MIG/MAG | Сплошная проволока для сварка в среде защитных газах | ZELLER G 340N |
| TIG | Прутки для сварки неплавещимся электродом в среде инертных газов | ZELLER T 340N |
ZELLER 340N служит для сварки и наплавки алюминиевой бронзы особенно с высоким содержанием Mn, а также меди, латуни, стали, серого чугуна.

CВАРОЧНЫЕ
ХАРАКТЕРИСТИКИ:
ZELLER 340N отличают высокие сварочнотехнологические характеристики, отсутствие козырька, хорошее шлакоотделение. Наплавленный металл имеет гладкую поверхность, хорошо обрабатывается, трещиностоек, устойчив к образованию пор, обладает высокими механическими свойствами и отличной коррозионной устойчивостью в окислительных средах.
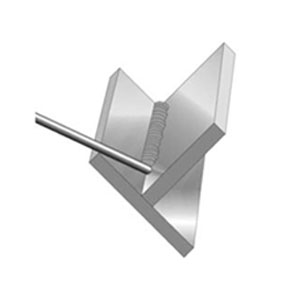
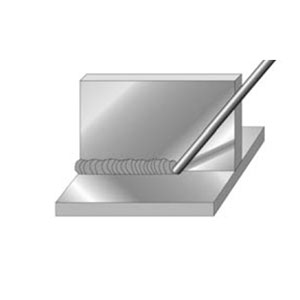
ПОЛОЖЕНИЯ СВАРКИ:



МЕХАНИЧЕСКИЕ СВОЙСТВА:
РЕКОМЕНДУЕМЫЕ ПАРАМЕТРЫ ТОКА, ФАСОВКА, ПРОИЗВОДИТЕЛЬНОСТЬ:
Электроды
| DxL (мм) | 2,5x350 | 3,2x350 | 4,0x350 | 5,0x350 |
|---|---|---|---|---|
| Сила тока, A | 50-80 | 80-120 | 120-150 | - |
Прутки
| DxL (мм) | 1,6x1000 | 2,0x1000 | 2,4x1000 | 3,2x1000 |
|---|---|---|---|---|
| Сила тока, A | - | - | - | - |
Проволока
| DxL (мм) | 0,8 | 1,0 | 1,2 | 1,6 |
|---|---|---|---|---|
| Сила тока, A | - | - | - | - |
Технология сварки медных сплавов электродом:
-
1. Рекомендована просушка электродов перед сваркой в течении 1 часа при 190-210°C.
-
2. Тщательно очистите зону сварки.
-
3. Для деталей покрытых окалиной (топка, фурма, поддув и т.п.) поверхность необходимо обработать флюсом (рекомендации по флюсу просите у представителя ZELLER WELDING).
-
4. При наплавке нескольких слоёв, следует удалить плёнку оксидов с поверхности предыдущего слоя.
-
5. Электрод держать по возможности максимально вертикально. Варить короткой дугой.
-
6. Небольшие колебания улучшают качество сварки.
-
7. Рихтовка в горячем состоянии увеличивает прочность и улучшает ковкость.
-
8. При сварке деталей с толщиной стенки свыше 5мм требуется предварительный подогрев 300°С - 600°С.
-
9. Рекомендуем использовать максимально большие диаметры электродов.